50t/h - 150t/h 垃圾焚烧炉的特点
这类垃圾焚烧炉具备强大的垃圾处理能力,每小时能够处理 50 吨至 150 吨的垃圾。其先进的焚烧系统设计确保了垃圾在炉内能够充分燃烧,有效减少垃圾体积,大幅降低垃圾填埋对土地资源的占用压力,同时将垃圾转化为可利用的能源,实现了垃圾的减量化、无害化和资源化处理。
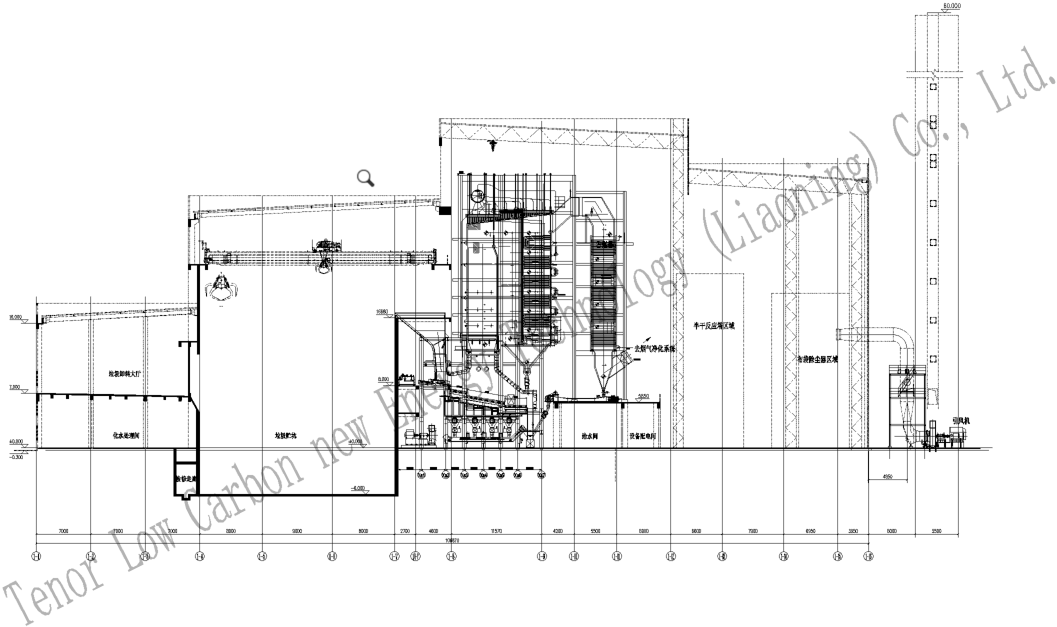
完整的垃圾焚烧处理工艺方案
先进的燃烧控制技术
采用精准的自动化燃烧控制系统,能够实时监测和调节炉内的温度、压力、氧气含量等关键参数。通过精确控制燃烧过程,保证垃圾在不同热值和成分情况下都能稳定燃烧,避免因燃烧不稳定而产生的诸如不完全燃烧、结焦等问题,确保设备长期稳定运行,减少停机维护时间,提高运行效率。
耐用的炉体结构设计
炉体采用高品质的耐热、耐腐蚀材料建造,具备良好的耐高温性能和机械强度,能够承受垃圾焚烧过程中的高温、高压以及腐蚀性气体的侵蚀。合理的炉体结构设计不仅有助于提高燃烧效率,还能有效延长设备的使用寿命,降低设备的折旧成本和维护成本,为长期稳定运行提供坚实保障。
严格的尾气净化系统
配备了完善的尾气净化装置,包括多级烟气处理设备,如布袋除尘器、湿法脱硫塔、选择性催化还原脱硝装置(SCR)等。这些设备协同工作,能够有效去除焚烧过程中产生的各类污染物,如粉尘、二氧化硫(SO₂)、氮氧化物(NOₓ)、氯化氢(HCl)、二噁英等。经过净化处理后的尾气排放指标远低于国家和地方的环保标准,极大地减少了对大气环境的污染,保护了周边居民的身体健康和生态环境。
二噁英控制技术
针对垃圾焚烧过程中可能产生的二噁英类剧毒物质,采用了一系列先进的控制措施。在焚烧炉内,通过优化燃烧条件,如控制燃烧温度在 850℃ - 1100℃之间,并保持足够的停留时间和良好的湍流度,使垃圾中的有机物充分分解,从源头上减少二噁英的生成。同时,在尾气处理环节,利用活性炭吸附等技术进一步去除二噁英,确保二噁英的排放浓度极低,符合国际上最严格的环保要求。
余热发电系统
充分利用垃圾焚烧过程中产生的大量余热,通过余热锅炉将热能转化为蒸汽,再驱动汽轮发电机组发电。这种余热发电系统具有较高的能源转换效率,能够将垃圾中的化学能有效地转化为电能,为垃圾焚烧厂自身运行提供电力支持,多余的电力还可以并入电网对外销售,实现了能源的回收利用和经济效益的提升。
供热或其他热能利用途径
除了发电之外,部分垃圾焚烧炉还具备供热功能,可将余热产生的蒸汽或热水供应给周边的工业企业或居民小区,用于生产工艺加热、冬季供暖等用途,进一步提高了能源的综合利用率,拓展了垃圾焚烧项目的盈利渠道和社会效益。
智能化监控系统
集成了先进的智能化监控系统,通过传感器、数据采集器和计算机控制系统对垃圾焚烧炉的各个运行环节进行实时监测和数据采集。操作人员可以在中控室内通过大屏幕显示器直观地了解设备的运行状态、各项参数指标以及故障报警信息,实现了远程监控和操作,大大提高了运行管理的便捷性和效率。
预测性维护功能
基于大数据分析和人工智能技术,该系统能够对设备的运行数据进行深度挖掘和分析,预测设备可能出现的故障和潜在问题,并提前制定维护计划和准备维修备件。这种预测性维护模式能够有效避免设备突发故障导致的停机损失,降低维修成本,延长设备的使用寿命,提高整个垃圾焚烧处理系统的可靠性和稳定性。
综上所述,50t/h - 150t/h 垃圾焚烧炉以其高效的处理能力、稳定可靠的运行性能、卓越的环保特性、高效的能源回收利用以及智能化的操作与维护管理等特点,成为现代城市垃圾处理的重要设备之一,对于解决日益严峻的垃圾围城问题、实现资源循环利用和环境保护具有极为重要的意义。
上一篇:炉排式焚烧炉50t/h-150th垃圾焚烧炉
下一篇:生物质炉排炉给料系统
其他相似内容:
大连阳光锅炉辅机生物质炉排25吨小鳞片炉排发货1台
瓦房店炉排厂20吨链带炉排发货1台
大连阳光锅炉辅机厂25吨大鳞片炉排第一车发货
4吨链带炉排发货适配240万大卡的炉子
大连阳光炉排厂35吨横梁炉排发货
大连阳光锅炉辅机厂40吨分层煤斗,混煤器各1台发货
大连阳光锅炉辅机有限公司12吨链带炉排1台,6吨链带炉排1台发货
大连阳光炉排厂10吨小鳞片炉排发货
大连阳光炉排厂6吨往复炉排发货
大连阳光炉排厂25吨往复炉排发货
水冷炉排的特点及优势
大连阳光锅炉辅机厂水冷炉排20吨水冷链带炉排发货1台
大连阳光炉排厂湖南6吨往复炉排发货1台
大连阳光锅炉辅机厂定制无锡20吨小鳞片炉排发货
大连阳光炉排厂客户定制广东8吨链带发货
其他Tags:
垃圾焚烧炉故障分析
炉排厂家
往复炉排
炉排
链带炉排
永宁炉排
横梁炉排
垃圾焚烧炉
分层煤斗
医疗废物焚烧炉
生物质炉排
生物质往复炉排
鳞片炉排
双螺旋给料器
双螺旋输送机器
输送机
大连惠英机械
链条炉排
小鳞片炉排
生物质鳞片炉排
大块炉排
炉排出口
大连阳光炉排
炉排改造
杰能锅炉
水冷炉排
大连阳光炉排厂
混煤器
大连阳光锅炉辅机厂
瓦房店炉排厂